Tipps
Als begeisterter 3D-Designer ist es immer lohnenswert, Modelle zu erstellen, zu reproduzieren oder zu optimieren, um ihre Effizienz zu verbessern.
Multifunktionale 3D-Drucker sind ein hervorragendes Beispiel dafür. Der Prozess beginnt mit der Herstellung verschiedener Teile, um defekte Komponenten zu ersetzen, gefolgt von der Optimierung bestimmter Teile des Druckers, um dessen Leistung und Funktionalität zu verbessern.
In der Mechanik ist es oft notwendig, Kraft anzuwenden, um Elemente zusammenzubauen oder zu zerlegen, aber es ist keine universelle Regel. Nehmen Sie zum Beispiel die Düse, die auf eine hohe Temperatur erhitzt werden muss, um mit Kraft angezogen oder gelockert zu werden, und die manchmal brechen oder falsch ausgerichtet sein kann.
Wenn ähnliche Ergebnisse ohne den Einsatz von Gewalt erzielt werden können, stellt dies einen erheblichen Gewinn dar. Dies erfordert jedoch einen Wechsel in der Herangehensweise und eine sorgfältigere Handhabung, was sich als komplexer herausstellen kann, als es scheint.
Wir ermutigen Sie, diese alternative Methode zu erkunden, die in allen Aspekten effektive Ergebnisse verspricht.
Einige Tutorial-Videos sind zu finden auf swiss3Dc YouTube channel, andere in digitalisierten GIF.
Benötigen Sie ein bestimmtes Tutorial-Video, können Sie es gerne anfordern.
*MCH Draht*
Wir empfehlen dringend, das mehrfache Biegen der starren Drähte an der Basis des MCH (Metallkeramischen Heizgeräts) zu vermeiden, da diese Praxis das Risiko eines Bruchs am Lötpunkt erheblich erhöhen kann. Die Garantie kann für neu installierte MCH-Heizgeräte erlöschen.
Um Ihr Erlebnis zu verbessern und die Haltbarkeit dieser Komponenten zu gewährleisten, haben wir absichtlich eine zusätzliche Drahtlänge gelassen. Diese zusätzliche Länge soll Ihnen die notwendige Flexibilität bieten, wenn Sie den DHB zum Austausch der Düse öffnen müssen.
Durch die Befolgung dieser Anleitung können Sie die Integrität der Drähte aufrechterhalten und einen reibungsloseren Ablauf bei der Durchführung von Düsenwechselaufgaben ermöglichen.
Es gibt ein weißes Silikonmaterial, das die Drähte in der Nähe des keramischen Heizgeräts umgibt; es könnte beim ersten Mal ein wenig Rauch abgeben und abblättern, aber es beeinträchtigt nicht die Leistung des Elements.
Seit 6 Monaten intensiver Nutzung in unserer Einrichtung sind die Drähte nie gebrochen, ebenso wie das Voron-Muster, das in den Händen der Kunden war, die während der RepRap-Festivals oder Messen Hunderte von Malen unseren Stand besucht haben.

Entfernen der Silikon-Socke
Unter der Silikonmanschette finden Sie eine Federklammer, die eine entscheidende Rolle dabei spielt, die gesamte Baugruppe sicher und stabil zu halten.
Wenn es Zeit ist, die Klammer unter dem Silikon zu entfernen, um auf die Düse zuzugreifen, denken Sie daran, dass Sie keine übermäßige Kraft anwenden müssen; ein sanfter Druck auf eine Seite reicht aus.
Drücken Sie einfach leicht mit Ihrem Fingerspitze auf den Bereich, in dem sich der Clip befindet (und nur dort, wo das Silikon hervorsteht), um ihn mühelos zu lösen. Sie werden feststellen, dass eine Seite oft einfacher zu lösen ist als die andere, also beginnen Sie mit dieser Seite für ein reibungsloseres Erlebnis, und drücken Sie dann auch auf die andere hervorstehende Seite.
Um es wieder anzubringen, verwenden Sie nur Ihre Fingerspitze, um in der Mitte der Klammer und der Silikonhülle zu drücken. Nehmen Sie sich einen Moment Zeit, um die Düse sorgfältig zu lokalisieren und sie wieder nach oben zu drücken; Sie könnten ein leichtes Zwicken an Ihrer Fingerspitze spüren, aber seien Sie versichert, dass dies ein Zeichen dafür ist, dass alles sicher und korrekt wieder zusammengebaut wird. Überprüfen Sie, ob Sie die Düse deutlich unter der Silikonhülle sehen können. Vertrauen Sie mir, wenn Sie diese einfachen Schritte befolgen, bleibt Ihr Gerät sowie die Silikonhülle in einwandfreiem Zustand!
Bei den HSS+C-Düsen kann es anfangs schwieriger sein, die Klammer wieder in ihre Position zu bringen, da die Kupferhülse ein flaches Ende anstelle eines Winkels hat. In diesem Moment ist der Fingertipp zum Wechseln der Düse sehr wichtig. Am besten ist es, wenn die Klammer schön flach gegen das Hotend angehoben wird, um die richtige Position einzunehmen.
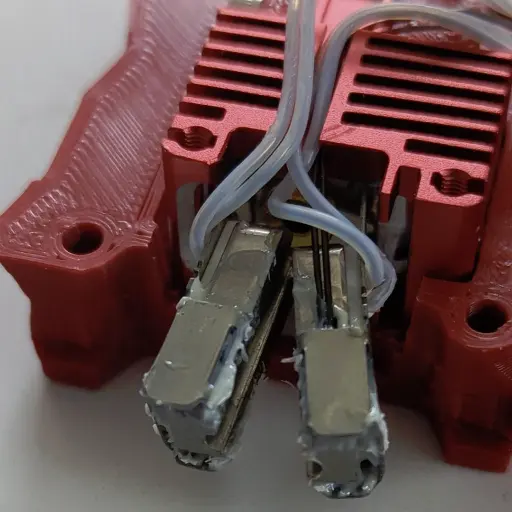
Montage des MCH-Heizgeräts
Die Installation des MCH-Heizgeräts (Metallkeramischer Heizkörper) und des Thermistors kann ohne Werkzeug erfolgen.
Stellen Sie sicher, dass die HB-Rille mit dem MCH-Heizer ausgerichtet ist, und halten Sie die Drähte nach oben gerichtet, während Sie den Heizblock absenken.
Die Klemme sollte mäßig fest sein; wenn sie sich locker anfühlt, entfernen Sie den Heizblock und drücken Sie vorsichtig auf beide Seiten der HB-Klemme. Seien Sie vorsichtig, da übermäßiges Drücken die Klemme brechen kann.
Vermeiden Sie es, die starren MCH-Drahtleitungen an der Basis zu biegen, da sie am Lötpunkt brechen könnten. Wir lassen zusätzliche Länge für Flexibilität, wenn wir den DHB öffnen, um die Düse zu wechseln.
Wir tragen keine Wärmeleitpaste auf unsere Hotends auf, da viele Wärmeleitpasten kontraproduktiv werden können, wenn sie überhitzt und ausgetrocknet sind.
Aber thermische Paste kann nur im Thermistorloch und zwischen den MCH-Heizern und dem Heizblock aufgetragen werden, wenn Sie möchten. Nicht in der Düse-Rille.
Beim Anschließen der Drähte an die Platine sollten Sie darauf achten, sie nicht zu ziehen; sie sollten mit etwas zusätzlichem Spiel installiert werden, um Brüche oder schlechten Kontakt zu vermeiden.
Wenn ein Fehler mit dem Thermistor vorliegt, überprüfen Sie, ob er an der Verbindung nicht belastet wird, lösen Sie ihn gegebenenfalls und stellen Sie sicher, dass die Glühbirne richtig im Heizblock sitzt.

Wärmekriechen - Verstopfung
Dank des spezifischen Designs von Starlex DHB sollten beide Situationen nicht eintreten.
Wenn Sie auf eine der Situationen stoßen:
- Überprüfen Sie, ob der Kühlerlüfter frei dreht, insbesondere nachdem Sie die Abdeckung wieder angebracht haben, da Kabel im Weg sein könnten.
- Stellen Sie sicher, dass keine Drähte den Weg des Ventilators blockieren, da dies die Drehung der Blätter verhindern könnte.
- Sind die Drähte korrekt in der Kühlkörpernut (BambuLab X1C - P1P - P1S) positioniert, wenn Sie den Lüfter am Kühlkörper befestigen?
- Sie können Wärmeleitpaste ausschließlich zwischen dem Messing-Wärmeleitverbinder (HSC) und dem Kühlkörper auftragen (verwenden Sie sie nicht an anderer Stelle im heißen Bereich!)
- Ist der Lüfteranschluss richtig angeschlossen und ausgerichtet?
- Ist der Ventilator in die richtige Richtung montiert? Der Luftstrom sollte zum Kühlkörper gehen.

Hoher Durchfluss oder kein hoher Durchfluss
50mm3/s ?
Was macht eine Düse wirklich zu einer „Hochleistungsdüse“? Dies ist ein entscheidender Aspekt, der von vielen übersehen wird und selten mit der tatsächlichen Leistung von Düsen in Verbindung gebracht wird.
Tatsächlich weisen die meisten Düsen, mit Ausnahme des CHT-Typs, der sich durch eine einzigartige Innenkonstruktion auszeichnet, eine vergleichbare Schmelzleistung auf – eine Tatsache, die zumindest meiner Erfahrung nach in Online-Diskussionen und Tests selten hervorgehoben wird.
Nehmen wir zum Beispiel die Rapido UHF-Düse. Wie lang ist sie? Die Original-V6-Düse von E3D misst 12,5 mm, wobei 7,5 mm für den Heizblock vorgesehen sind. Das Heatbreak-Rohr führt der Schmelzzone zusätzliche Wärmeenergie zu, und diese Düsen haben in der Regel eine Nennleistung zwischen 7,5 und 15 mm³/s.
Hot-Ends wie Slice mit Mosquito erreichen ihren „High Flow“-Status durch einfache Verlängerung ihrer Schmelzzonen. Das ist ein wichtiger Punkt: Es geht nicht um eine inhärente Fähigkeit zu höherem Durchfluss, sondern vielmehr um die Länge der Schmelzzone, die den Unterschied ausmacht.
Wir schlagen eine einfache Beziehung mit einer Leistung von 0,4 mm vor: Für jeden mm³/s Durchfluss benötigen Sie etwa 1 mm Schmelzzonenlänge.
Wir sollten jedoch nicht vergessen, dass auch die Eigenschaften des Düsens und des Filamentmaterials die Schmelzeffizienz erheblich verbessern.
Wir haben beispielsweise eine Schmelzzonenlänge verglichen, die der des BambuLab-Hot-Ends ähnelt, nämlich 24 mm (bei einer Ausgabegröße von 0,4 mm). Kalibrierungstests in Orca Slicer ergaben, dass eine Standard-PLA-Marke eine Effizienz von 22–25 mm³/s erreichte, während die Verwendung von BBL-PLA-Filament diesen Wert auf beeindruckende 27–28 mm³/s steigerte. Sollten wir dies als hohen Durchfluss bezeichnen? Vielleicht nicht; es geht eher um die verlängerte Schmelzzone, die thermische Effizienz und die Qualität des verwendeten Materials.
Darüber hinaus führten Tests mit unserem patentierten modifizierten Innenkanal in einer V6-Düse zu einer bemerkenswerten Steigerung der Durchflussrate um 30 %, wodurch die CHT erreicht oder sogar übertroffen wurde. Das würde ich getrost als hohen Durchfluss bezeichnen.
Durch diese einfache, aber effektive Logik würde eine Düsenlänge von 33 mm mindestens 33 mm³/s entsprechen. Das ist das wahre Wesen des Flusses, und dieses Verständnis kann Ihr 3D-Druckerlebnis erheblich verbessern.
50mm3/s
Mit dieser gleichen DHB33mm Düsenlänge an einem BambuLab P1S, mit hochwertigem Filament wie Nobufil PLAx, erreichten wir mühelos 50mm3/s mit einer 0,4mm Düse, eine großartige Leistung und erstaunlich hochwertige Schichten. Das zeigt, dass die hohe Durchflussrate von vielen Faktoren abhängt, nicht nur von einem.

Thermistorhalterung
Wie im vorherigen Tipp „Montage des MCH-Heizelements“ im Video.
Beim Anschließen der Drähte an die Platine sollten Sie darauf achten, sie nicht zu ziehen; sie sollten mit etwas zusätzlichem Spiel installiert werden, um Brüche oder schlechten Kontakt zu vermeiden.
Wenn ein Fehler mit dem Thermistor vorliegt, überprüfen Sie, ob er an der Verbindung nicht belastet wird, lösen Sie ihn gegebenenfalls und stellen Sie sicher, dass die Glühbirne richtig im Heizblock sitzt.
Frühlings-Effekt
Die Edelstahlkomponente, die den Heizblock befestigt, wird als HB-Klemme bezeichnet.
Dieses scheinbar einfache Teil ist für den gesamten Starlex DHB-Mechanismus von entscheidender Bedeutung. Sein dünnes Profil wurde entwickelt, um die Wärmeübertragung zu minimieren, während das gebogene Design an der Oberseite einen festen Sitz für den oberen Teil des Heat Blocks gewährleistet.
Überprüfen Sie beim Verriegeln des Starlex DHB immer diesen „Federeffekt“, bevor Sie ihn sichern, da er sicherstellt, dass beide Heizblöcke vollständig, von oben bis unten, mit der Düse in Kontakt stehen, um eine maximale thermische Effizienz zu gewährleisten.
Der obere Teil kann vorsichtig von Hand gebogen werden, um die Federwirkung zu verbessern.
Die Heizblocknut für die Düse sollte immer sauber bleiben.
Düsenreinigung Kaltzug
Beim Entfernen von Filament aus einer Düse ist es wichtig, eine Überhitzung der Düse zu vermeiden, da dies die Temperierungs- und Dichtungsfunktionen der Komponenten beeinträchtigen kann.
Die meisten Kunststoffe erweichen bei Temperaturen zwischen 45 und 100 °C, was ideal für einen „kalten“ Zug ist, um Filamentreste zu entfernen. Der kalte Zug bei der niedrigsten Temperatur liefert die besten Ergebnisse.
Da die Passung zwischen der Düse und der Heiznut sehr eng ist, können Verbiegungen oder Markierungen die thermische Effizienz negativ beeinflussen.
Stecken Sie niemals einen Bohrer in die hervorstehenden Düsen, da dies zu einer vollständigen Beschädigung des Vorsprungs führt.

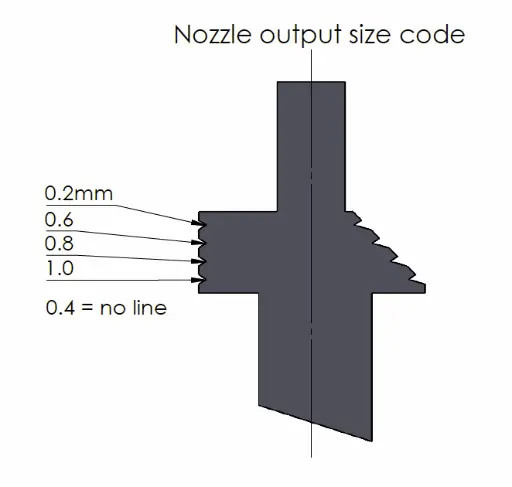
Kodierung des Auslassdurchmessers der Düse
Unser Ziel war es, sicherzustellen, dass die Kodierung auf dem oberen Ring so einfach wie möglich ist, um eine optimale Sichtbarkeit zu gewährleisten.
Es ist wichtig zu beachten, dass bestimmte Düsen für HSS & HSS+C 0,2 mm möglicherweise nicht über die obere Linie verfügen.
In der Regel wird die 0,4-mm-Düse im Hot-End verwendet und verfügt über keine Leitung.
Die HSSC-Codierung ist die gleiche wie die Codierung des Messingrings, mit einem zusätzlichen schrägen Markierung an der oberen Kante.
Verzug - Material auf das Hotend
Beim Drucken mit einigen Materialien kann es zu Verformungen kommen, die dazu führen, dass das Teil sich anhebt oder sich von einer Seite oder Ecke der Platte löst, was dazu führt, dass die heiße Düse über das Material zieht und das Plastik um ihre Spitze schmilzt.
Auch wenn das Material aufgrund einer zu hoch über dem Bett liegenden Düse nicht an der Platte haftet, kann es zu einer Ansammlung von Kunststoff kommen, die das Hot-End vollständig mit geschmolzenem Kunststoff füllt.
!!! Schalten Sie den Drucker immer aus, bevor Sie Anschlüsse entfernen. Stecken Sie niemals Anschlüsse ein, während das Gerät eingeschaltet ist.
Wenn Sie in diese Situation geraten:
- Erhöhen Sie die Temperatur des Druckers auf etwa 60 °C und schalten Sie ihn dann aus, oder verwenden Sie vorsichtig eine Heißluftpistole. Wenn das Gerät vom Stromnetz getrennt und auseinandergebaut ist, tauchen Sie es am besten in heißes Wasser.
- Entfernen Sie die Silikonabdeckung und den Metallclip. Diese können etwas festsitzen. Entfernen Sie überschüssiges Material vom Metallclip.
- Öffnen Sie beide Heizblöcke vorsichtig, solange sie noch warm sind.
- Entfernen Sie mit Ihren Händen und einer kleinen Klammer den größten Teil des weichen Kunststoffs. Erhitzen Sie das Material gegebenenfalls erneut.
- Seien Sie vorsichtig mit den Thermistorkabeln, da diese empfindlich sind. Sie müssen nicht entfernt werden.
- Überprüfen Sie, ob sich keine geschmolzenen Kunststoffreste in der Düsenrille befinden. Halten Sie die saubere Düse mit der Öffnung nach unten und schieben Sie die Düsenspitze in der Rille auf und ab, um alle Kunststoffreste zu entfernen. Vergewissern Sie sich, dass die Rille vollständig sauber ist, bevor Sie das Hot-End wieder verwenden.
- Denken Sie daran, alle Teile gründlich zu trocknen, bevor Sie sie wieder anschließen und einbauen.
!!! Schalten Sie den Drucker immer aus, bevor Sie Anschlüsse entfernen. Stecken Sie niemals Anschlüsse ein, während das Gerät eingeschaltet ist.
Wechseln der Düse und des G-Codes
Bei diesem Ansatz zum Düsenwechsel bleibt das Filament in der Regel in der Düse stecken.
Bei BambuLab-3D-Druckern gibt es die Schneidefunktion, mit der sich die Düse leicht entfernen lässt. Das überschüssige Filament muss nicht entfernt werden.
Bei anderen Druckern möchten Sie möglicherweise am Ende des Prozesses einen G-Code hinzufügen, „End G-Code” im Slicer. Ändern oder geben Sie die Zeichenfolge ein.
Überprüfen Sie immer zuerst die spezifischen Einstellungen, die Sie benötigen, da es je nach Verfahren und Schneidemaschine viele Variationen geben kann. Dies sind nur Beispiele für G-Codes.
Cura: Klicken Sie im Menü auf „Einstellungen->Drucker->Drucker verwalten->Geräteeinstellungen“ und fügen Sie nach der ersten Zeile Folgendes hinzu:
G1 E-2 F2700 ; Etwas zurückziehen (Cura)
to:
G1 E-25 F2700 ; Filament am Ende des Druckvorgangs zurückziehen
Prusa:
direkt oberhalb der M84-Linie
M83 ; auf relativ setzen
G1 E-4 F900 ; 4 mm mit 15 mm/s zurückziehen (es kann auch mehr als 4 mm und schneller als 15 mm/s sein! )
Nach dem Austausch der Düse wird empfohlen, eine automatische Bettnivellierung durchzuführen, um Schäden am Druckbett oder Probleme mit der Haftung der ersten Schicht zu vermeiden.
Denken Sie daran, die Silikonsocke mit dem Metallclip sicher zu befestigen und sicherzustellen, dass sie vollständig festgeklemmt ist.
Elektrische Steckverbinder
Da es viele 3D-Drucker und mehr Anschlüsse gibt, schlagen wir als pragmatische Lösung einen zuverlässigen 4-poligen Schraubanschluss vor, 2 für beide Heizelemente parallel, 2 für den Thermistor.
In den meisten Fällen bietet es Flexibilität.
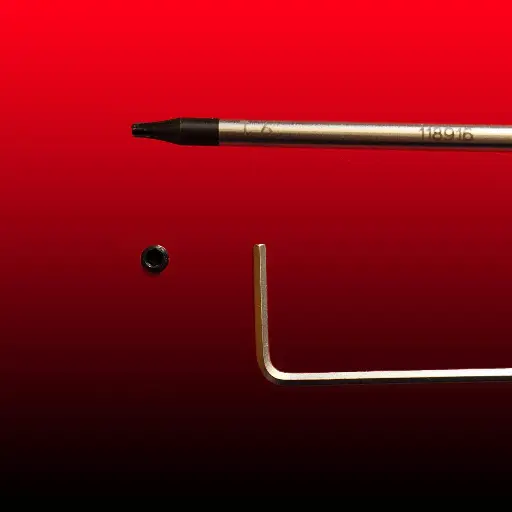
Greifschrauben
Bei Swiss3Dc konzentrieren sich unsere Lösungen darauf, Schrauben und Greifschrauben zu minimieren oder vollständig zu entfernen.
Bei der Anpassung des Starlex DHB-Hot-Ends an verschiedene bestehende Systeme nutzen wir die vorhandenen Befestigungsmethoden, um das Hot-End zu installieren.
Ein praktischer Tipp für Sechskant-Gewindestifte ist die Verwendung eines Torx-Schraubendrehers, um einen festsitzenden Sechskant-Gewindestift zu lösen. Diese Methode ist in vielen Situationen sehr effektiv.